





 技术参数
技术参数
型 号 | GT-185 | GT-200 | |
主电机 | ~380V,4KW | ~380V,5.5KW | |
摆布电机 | ~220V,0.75KW | ~220V,0.75KW | |
展布电机 | ~380V,1.5KW | ~380V,1.1KW | |
水泵电机 | ~220V,125W | ~220V,125W | |
工作门幅 | cm | 185 | 200 |
滚筒直径 | cm | 80 | 100 |
力矩电机 | N | 15 | 15 |
电 压 | V | ~380,4L | ~380,4L |
电热功率 | KW | 2×12=24 | 2.2×18=39.6 |
调 速 | m/min | 0~80 | 0~80 |
调 温 | ℃ | 50~300 | 50~300 |
重 量 | Kg | ≈1800 | ≈2200 |
包装尺寸 | cm3 | 193×288×190 | 215×288×200 |
特征描述
GT-系列自动辊式烫胶机
是现代刺绣行业的剥离热熔膜专用设备,
主要用于面料与热熔膜刺绣后的剥离,自动烫胶及自动剥离滚筒表面的胶膜,
大大地提高生产效率,
而且烫胶干净、速度快、构造合理、操作简便、使用安全可靠,
为刺绣行业增加经济效益和社会效益,是必不可少的设备。
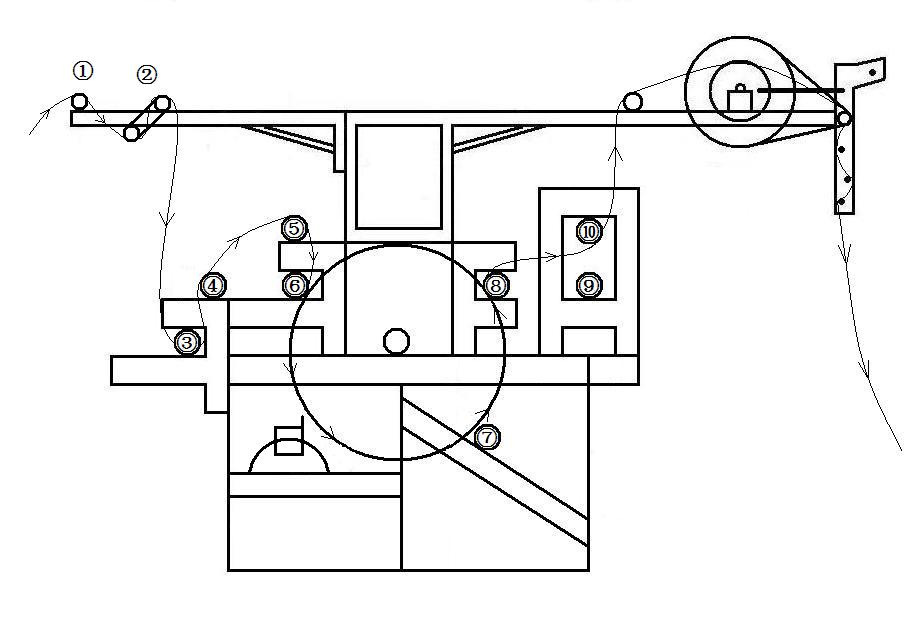
图纸

刺绣面料放置在布轴上,经过双轴定位,进入展布滚筒,有两根展布滚筒交错通过,再到达硅胶滚筒,
加压在烫胶滚筒上,这时滚筒上温度使胶膜同时熔化附在表面,人工将滚筒上的自动将面料收集。等
到一卷布或数卷布烫胶完成后,关上夹紧开关。转动铲胶手柄,调节烫胶调速旋钮到40-50,使烫胶
滚筒速度加快。刮刀手柄接合,转2圈后,最后刮胶手柄分离。
本机由烫胶主滚筒①、硅胶滚筒②、展布滚筒③、刮胶滚筒④、电磁阀组⑤、摆布电机⑥、力矩电机⑦、
主电机⑧、力矩控制箱⑨、电器箱⑩、后压紧滚筒11、摆布结构12、双轴13、辅助滚轴14、展布电机15
等组成。
其中电磁阀组⑤从上至下分别是:总调压阀、减压阀、拉料电磁阀、前夹紧电磁阀以及后夹紧电磁阀。
电气箱⑩中包括加热控制系统、调速控制系统、电器控制系统、气动控制系统等。
使用说明
准备工作:
1.打开电源开关,此时温度表会正常显示数值。
2.打开加热开关,加热器开始加温。
3.调温度:调节温度表数值可按一下绿底○按钮,此时上排显示SP,下排数值会闪烁,
再通过三个按钮调节工作温度(一般在230-240℃),
完成后再按一下绿底○按钮确认操作。
等到温度表中显示的实时温度到达工作温度后即可进行工作。
4.调气压:打开夹紧开关硅胶滚筒与烫胶滚筒有一定的压力接合。
打开压缩空气阀门,使压缩空气流入机器气动系统,
压力的大小可以任意设置,向上拉起黑色罩壳,旋转调节,选定后再向下按住即可完成调节。
(向顺时针方向旋转,压力增大,反之减小。一般在0.3-0.5MPa之间调节,根据面料不同适当调整。)
5.铲胶顺序:刮胶必须在烫胶完成后,确保机器上无布料。
再关掉前夹紧开关使得前硅胶滚筒⑥离开主滚筒,转向开到倒转位置,
并加快烫胶速度,至40—50范围之间,
把刮胶手柄扳到接合位置,转2圈后把刮胶手柄板到分离位置,
最后用铁锹清理铲刀刀口。
6.烫胶速度(即主滚筒的转速)可以通过旋转两个黑色旋钮来调节,
速度的数值可以通过主面板的显示器观察到。
烫胶时控制速度在20左右,并有顺转、倒转,由一个船型开关控制。
烫胶时开始速度10—20之间为宜。
放布后再加快速度,30以内比较适当。
使用流程:
7.穿好布料后只需一人在机器前部整理面料,以防出现褶皱。
8.按下下压按钮将面料压在烫胶滚筒上,此时烫胶工作开始。
9.摆布结构自动在机器尾部接收已脱胶的面料,整齐堆叠面料。
10.操作结束,应当及时关闭电源,关闭压缩空气进气阀,以防意外。
下面是穿布顺序及注意事项。
穿布顺序:
注意:穿布时,主滚筒转动速度调节到10(变频器显示数据)以下。
确认主滚筒转动方向为顺转,既从机器前端看向下转动。
确认各辅助滚筒都处于未压紧状态。
温度达到200℃左右即可开始穿布。
1. 从不锈钢管①穿过,穿到双轴②中间过。
2. 再穿过开布滚筒③④,再穿过不锈钢管⑤。
3. 压紧进料橡胶滚筒⑥,把布料放到主滚筒上,此时布料会粘在主滚筒上。
4. 等布料转到上压滚筒⑦位置时,打开开关压紧上压滚筒⑦,此时布料会粘在主滚筒上。
5. 等布料转到按压滚筒⑧位置时,打开开关压紧按压滚筒⑧,此时要立刻从主滚筒上将布料取下。
!!禁止从⑨⑩滚筒中间拉布,一定要从⑩滚筒上方取布。
6. 再通过出料滚筒⑨、⑩后,打开开关压下⑩号滚筒,此时可以适当调节力矩电机的速度,
一般在210~220左右。
7. 再穿过后架上的单轴,依次穿过摆布滚筒和3个不锈钢管,布料会自动折叠堆放。
包装清单
主机一台
说明书一份
常用扳手一套
常用螺丝刀一套
故障检查与排除
1.温度不能控制,加热慢:
故障原因 | 解决方法 |
温度未设定到位 | 重新设定温度 |
温度表损坏 | 更换温度表 |
交流接触器损坏 | 更换交流接触器 |
传感器损坏 | 更换传感器 |
加热管损坏 | 更换加热管 |
加热管接线柱松动 | 拧紧接线柱 |
2.气缸故障:
故障原因 | 解决方法 |
感应开关损坏 | 更换感应开关 |
电磁阀洗塞杆卡死 | 用0#砂纸磨光清洗装回 |
电磁线卡死 | 更换电磁线 |
3.出料拉布不能控制:
故障原因 | 解决方法 |
力矩电机控制器损坏 | 更换力矩电机控制器 |
滚轴上的链轮螺丝松动 | 拧紧链轮螺丝 |
力矩电机发热,电机后面风机损坏 | 更换风机 |
4.烫胶不干净:
故障原因 | 解决方法 |
温度过低 | 调节温度表至250℃以上 |
硅胶滚筒压力小 | 调节其推送气缸 |
电磁阀漏气 | 维修或更换电磁阀 |
主滚筒转动速度太快 | 调低转动速度 |
主滚筒表面有油脂 | 关闭加热开关,等温度降低到200℃以下再铲干净表面残留的胶。然后打开加热开关重新烫上几层膜,再铲干净即可 |
产品图片

售后服务
本产品保修期为12个月,在保修期内,若在正常使用下产品发生故障或损坏,本公司提供免费维修。